吴齐 刘文俊
(三峡大学 材料与化工学院,湖北 宜昌 443002)
金刚石锯片是常用的石材切割工具之一,但基体材料必须满足一定的硬度,才能完成正常的切割.基体材料的另一个特点是在使用中会产生振动,为了不发生疲劳断裂[1-4],锯片基体必须还具备一定的韧性,这就要求强韧性和塑韧性组合,热处理工艺较严格.为了满足以上所需性能,以75Cr1为材料制备锯片基体,研究热处理对其性能组织的影响,使其能满足工业使用.锯片基体热处理一般用自由淬火+加压回火方式,在加压回火过程中,硬度和平面度相互矛盾,所以也要研究平面度和硬度的关系.另外,本文还分析比较了锯片基体75Cr1所采取的防锈方法的性能.分别对采用喷漆处理、涂油处理、发黑处理3种措施的75Cr1材料进行了盐雾试验,并通过XRD 分析,对比生锈面积、分析生锈成分、测量生锈质量等来评价3种方法的效果,从而获得更经济环保和高效的锯片基体75Cr1材料的防锈工艺.
1)试样的加工处理
试样为75Cr1(厚度2 mm)的钢材,切成200 mm×200 mm 大小的方形钢板9 块.其化学成分见表1.75Cr1钢的相变临界温度Ac1和Ac3分别为730℃和773℃[5-6],因此在本文试验中的3个加热温度均可实现完全奥氏体化.

表1 75Cr1锯片材料的化学成分
2)热处理实验
热处理工艺流程如图1 所示.根据生产经验温度,选择加热到780、810、840℃并保温20 min保证奥氏体化完全[2],然后油淬.淬火完成后再用车间的加压回火炉进行加压回火实验,回火温度分别选择390、430、470℃.加压回火压力保持在此种材料热处理的标准压力10 MPa,回火时间都为8 h[7],并随炉冷却.

图1 试验钢的热处理工艺图
3)性能分析
加压回火完成后,对处理后的样品用洛氏硬度计测量其硬度,再测量平面度.平面度的测量方法为:用平尺或者刀口尺贴近锯片表面,在明亮处观察尺与锯片之间缝隙的宽窄,通过生产经验判断不平整性即丝数;然后按图要求切成拉伸试样,分别测量各种热处理工艺后材料的力学性能,包括抗拉强度,屈服强度和断后伸长率;最后在试样上切出15 mm×5 mm 的金属金相组织试样,抛光后用4%硝酸乙醇溶液进行侵蚀,再用金相显微镜观察金相组织,并选择一部分样品做扫描电镜.
1)试样的加工处理
试样为75Cr1(厚度2 mm)的锯片材料,取大小为30 cm×30 cm 的一块钢板,先进行粗磨再精磨,然后用激光切割成6 cm×6 cm 大小的小块试样共12块,分成4组来做对照实验.每组3块,分别无处理、喷漆处理[8]、涂防锈油处理[9]、表面黑化[10]后涂防锈油处理,在处理前后分别称重.
2)盐雾加速腐蚀试验
把4个对照组同时放在盐雾试验箱进行盐雾加速腐蚀实验,分别在0.5、1、2、4、8、24、48、72 h拍照并记录腐蚀的过程及腐蚀的表面积,并保证均匀腐蚀.
3)实验分析
盐雾实验之后拿出铁块,分别测量腐蚀的氧化层厚度,用XRD 分析氧化层化学成分、去除生锈层后称重,计算质量减少的比例.用PS软件处理腐蚀照片,计算生锈面积的比例,研究和分析各种防锈方法的特点,得出最佳防锈蚀方法.
1)锯片平面度的变化规律
从表2中的数据可知,热处理工艺中,随着加压回火温度的升高,平面度越来越好.平面度是锯片材料存在内应力的表现,随着回火温度升高,材料的内应力不断消除,从而表现出更好的平面度.

表2 热处理温度对平面度影响 (单位:丝)
2)材料的力学性能
不同热处理条件下材料的力学性能如图2所示.观察数据可知,热处理工艺中,随着淬火温度的升高,硬度也适当升高;相反,随着加压回火温度的升高,硬度出现下降.在淬火时,一定温度范围内淬火温度越高,试样硬度也越高.
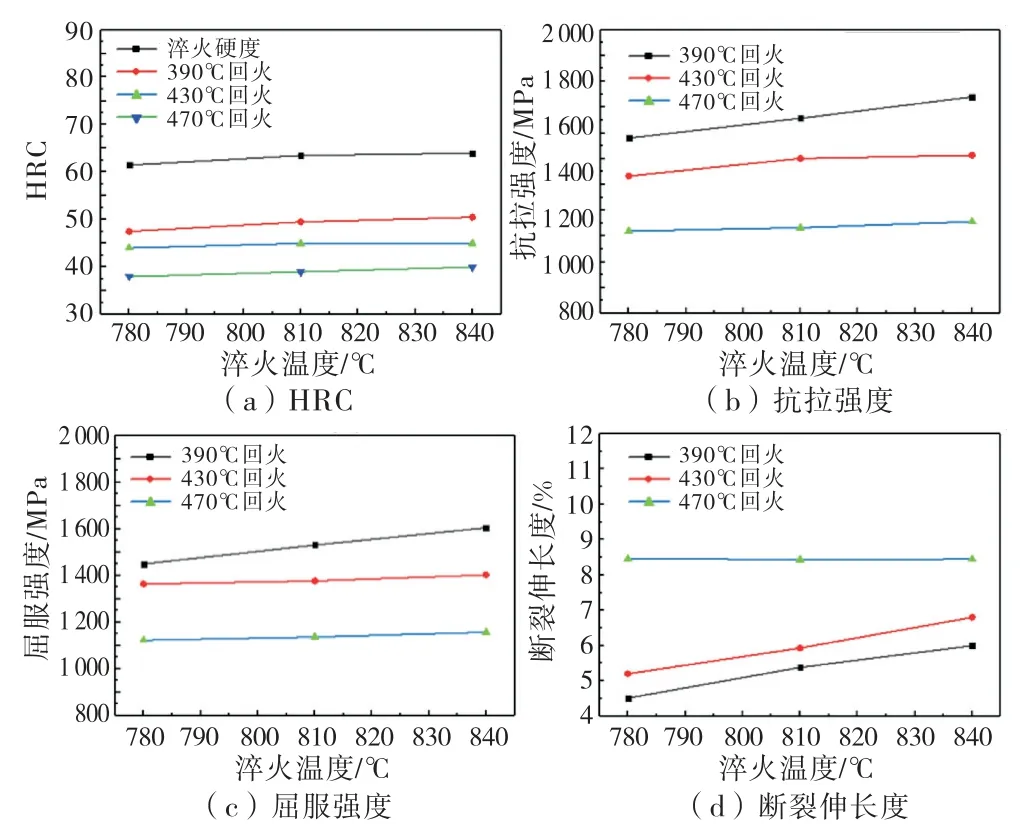
图2 不同热处理条件下材料的力学性能
通过组织分析可知,淬火试样中,存在白色非回火马氏体,这种组织将会降低材料的硬度和耐磨性,而随着淬火温度升高,这种组织也在减少.随着回火温度升高而降低,一是因为回火使内应力降低而硬度降低,二是碳化物固溶强化减少析出强化增多.材料的抗拉强度、屈服强度随回火温度的升高而降低,断后伸长率逐渐增加,是因为回火过程其实是马氏体分解过程,马氏体的过饱和固溶碳脱溶再形成碳化物,随着回火温度提高,马氏体分解也越充分.随碳溶解,碳的固溶强化作用不断减弱,所以拉伸性能也减弱.随着碳化物长大和球化,分布更不均匀,降低钢的应力集中程度,使材料的塑韧性随回火温度升高而提高.
3)材料的金相组织
图3为不同温度回火后的金相组织.淬火得到的组织均是典型针状马氏体+少量残留奥氏体,而回火后的均为回火马氏体组织.

图3 淬火后不同回火温度下样品的金相组织
780~840℃淬火,针状马氏体非常细小,随着淬火温度升高,析出的碳化物特别是小颗粒碳化物的数量明显增加[11].随温度的升高,硬度略升高,但变化不大.回火后试样钢为回火马氏体组织,可见板条结构,因为温度较低回复并不完全.基体存在很多针状或条状碳化物.回火时,马氏体中过饱和碳原子有一定扩散能力,其中位错可作为扩散通道,易形成富碳中心,促进附近碳原子聚集.随着回火温度提高,碳化物不断长大和增多.由此可看出,随回火温度的增加,性能变化符合回火一般规律[12-13].
4)部分材料热处理后的扫描电镜
图4为试样钢在780℃淬火后经不同温度回火的SEM 显微组织图像.由此可知,回火后的试验钢组织为回火马氏体且有着不同的取向,从形态上可以看出回火组织依然保留着针状马氏体的形态特征.其中白色部分为回火析出的条状碳化物,较为细小并弥散分布在基体上,且随着回火温度升高,碳化物析出逐渐增多.碳化物通常作为基体的重要组成相,其形态、大小及分布对材料的塑韧性及耐磨性等均会产生显著的影响.其他温度淬火后回火的组织与之非常相似,限于篇幅,此处没有给出.

图4 淬火后不同回火温度的样品扫描电镜显微组织
先通过拍照和图片软件Photoshop得出材料样品表面形成锈蚀层面积,再用Origin软件作图.通过图5的数据,由4组试样形成的生锈层覆盖面积看出喷漆的防锈效果要好于未做处理的75Cr1锯片试样,但在实验后期,经过喷漆处理的75Cr1的试样也形成大面积的锈蚀层.而先做发黑处理再涂抹防护油的试样比仅涂抹防锈油的试样的防锈性能更强,实验结束也没有形成较明显的锈蚀层.而且仅涂抹防锈油的试样在结束时还是有了小部分腐蚀,而经过表面发黑处理并涂抹防锈油的试样并未产生任何锈蚀组织.因此,通过观察腐蚀层在试样表面覆盖的面积比较来看,经过表面发黑处理并涂抹防锈油的防腐蚀措施是效果最好的.

图5 不同防锈方法下试样腐蚀面积变化
1)锈层开始形成时间
实验过程中形成锈层的时间如图5所示.在实验开始0.5 h时,未处理的试样已经锈蚀.而经过喷漆处理的试样在经过5 h后,才开始发生锈蚀,在12 h产生大面积锈层.仅涂油的试样在实验开始后的154 h后才产生了小部分的锈蚀,但表面发黑处理并涂油的试样一直未锈蚀.
2)锈蚀层质量
锈蚀层变化对比见表3.此种对比方法下,防锈漆层与锈蚀层粘合较难区分,不含喷漆处理的腐蚀措施.经过测量和计算可知,未处理试样的锈蚀层测得平均质量为1.103 g,仅涂防锈油的试样产生的锈蚀物质质量只有0.01 g,而经过发黑处理并涂抹防锈油的试样未产生任何锈蚀.因此在这4种防锈措施中表面发黑处理并涂抹防锈油是效果最好的.

表3 各种防锈方法效果对比
3)锈蚀层厚度
未处理的试样经过盐雾试验之后锈蚀层厚约为0.36 mm,仅涂防锈油的试样未形成完整锈层,形成锈层的部分厚度只为0.01 mm,而表面发黑并涂防锈油的试样未形成锈层.因此仍然是表面发黑处理并涂抹防锈油的试样防腐蚀效果最好.
从以上的试验对比可以看出:喷漆应用在锯片上效果并不是很理想;涂油能在锯片表面形成一层有效的防锈油膜,有一定的防锈效果,但这种方法没有先表面发黑处理再涂油的方法效果好.所以实验中效果最好的防锈方法为先发黑处理再涂防锈油.
金属腐蚀主要是电化学腐蚀,是金属材料在腐蚀介质中形成原电池并发生电极反应,阳极金属失去电子而被氧化的过程.因此使金属与腐蚀介质分离可以起到保护作用.喷漆形成的膜阻止水汽与金属表面接触,然而此类保护膜有一定的渗透性,喷涂的涂层并不能起到完全遮蔽效果.防锈油则是在金属表面形成致密油膜阻止腐蚀介质透过,但此类油膜与基体结合强度不高易受到烟雾冲刷而脱附,另外弱酸性条件下防锈油也会失去保护效果[14-16].而表面发黑处理利用化学反应,在金属外表形成一个极薄的钝化保护层,使腐蚀介质与金属隔离,从而起到防腐目的.此类保护膜是置换而得到的CuSe转化膜,因此结合力较高,再次覆盖一层防锈油后防腐蚀效果更好,可在弱酸及盐雾腐蚀条件下长时间保护金属基体不被腐蚀.
盐雾实验结束后,将4种试样表面产生的锈层用小刀刮下研磨,采用XRD 技术分析了锈层的化学成分,结果如图6所示.通过信噪比可知,XRD 图片非常精确,其中1为未做任何措施的试样,2 为经过喷漆处理的试样,3为仅涂抹防锈油的试样.由于经过表面发黑处理并涂抹防锈油的75Cr1试样基本没有产生锈蚀,从图中可知,对比3种锈层的衍射图谱,可以发现三者的衍射峰尖锐且明显,说明3种锈层结晶性好,试样表面共有3 种物质,分别为C、Cr-O 和Fe2O3,由于该试样原料为75Cr1 材料,所以可以得到该试样形成的锈层的化学成分是Fe2O3与Cr-O.

图6 各组样品铁锈成分分析
1)通过改变材料加工中的热处理参数可以改变金属材料的综合力学性能和加工性能.其中,改变淬火和回火温度可以调整材料的强韧性,从而应用于对力学性能要求不同的各种需求.对于硬度和耐磨性要求较高的产品,可以用高淬火温度和低回火温度来提高产品的强度和硬度;相反,如果要应用于对韧性要求较高或抗冲击的产品,可以在适当范围内降低淬火温度和提高回火温度来提高产品韧性.
2)热处理工艺中,随着加压回火温度的升高,平面度越来越好.平面度是锯片材料存在的内应力的表现,随着回火温度升高,材料的内应力不断消除,从而表现出更好的平面度.所以生产中在保证硬度的条件下可以通过适当提高回火温度来达到更好的平面度.
3)金刚石锯片在不做防锈处理的情况下,在盐雾环境中使用,是很容易生锈的,从而影响产品正常使用.通过对4组不同防锈方法的研究,结合经济成本以及环保考虑,先发黑处理再涂防锈油的处理对于75Cr1锯片材料来说,是最有效的防锈措施.
猜你喜欢锯片盐雾马氏体手提式切石机消音锯片的制法石材(2022年4期)2022-06-15中低碳系列马氏体不锈钢开发与生产山东冶金(2022年1期)2022-04-19大气盐雾含量监测与影响因素研究环境技术(2021年5期)2021-11-18不同含硫密封剂的耐SO2 盐雾性能研究合成材料老化与应用(2020年6期)2020-12-28激光制备预压应力超高强韧马氏体层的组织与性能装备制造技术(2020年1期)2020-12-25盐雾腐蚀试验的国际国内标准及在汽车行业里的应用环境技术(2020年1期)2020-03-06关于烧结金刚石锯片分类设计的研究超硬材料工程(2018年6期)2019-01-09Fe-C-Mn-Si-Cr的马氏体开始转变点的热力学计算上海金属(2016年1期)2016-11-23关于Fe-1.4C合金马氏体相变的研究设备管理与维修(2016年7期)2016-04-23钢管仿形铣切飞锯机锯片的研究重型机械(2016年1期)2016-03-01




