叶润泽

摘要:随着我国工业的快速发展,环境污染日益严重,为了贯彻落实可持续发展战略计划,有必要对废水处理技术进行深入研究。内循环(IC)厌氧技术主要应用于高浓度有机废水的处理,通过高能耗来增强内循环的传质过程,在处理酒精废水、制药废水、造纸废水等领域广泛应用,可以有效降低运行成本,提高处理效率,是解决环境污染问题的重要手段之一。
关键词:废水处理;内循环(IC);厌氧反应器
物理技术、化学技术、生物技术是处理工业废水的主要方法,其中厌氧技术以其低成、节能、操作简便等优点,广泛应用与废水处理领域,并发挥着越来越重要的作用。内循环(IC)厌氧反应器出现于20世纪80年代中期,是根据UASB反应器运行原理的基础上开发而成,结合了物相强化传递、高速射流曝气、紊流剪切等技术,其主要特点是反应器内部能形成流体循环,加强了有机物和颗粒污泥的传质,从而提高了废水处理能力[1]。
一、IC厌氧反应器在废水处理中的应用原理及特点
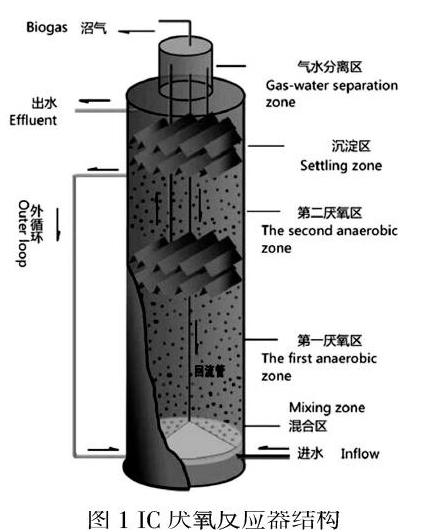
IC厌氧反应器是一种新型反应器,主要是整合了UASB反应器颗粒化和三相分离器的设计理念,系统由两个UASB反应器重叠组成,系统主要由进水区、集气罩、提升管、气液分离器、回流管、沉淀区、出水管等组成[2]。首先,废水进入反应器混合区与内循环污泥水充分混合,由第一反应室生化降解,产生的沼气由三相分离器收集,沿回流管上升到顶部的气液分离器,進而将沼气分离引出反应器。随后,在反应器底部充分混合泥水,第一反应室形成内循环,沼气处理在第二反应室完成,实现混合液的固液分离处理,出水管排出达标液体。IC厌氧反应器具有明显的应用优势,可以有效增强COD容量负荷,较低的水力停留时间,提高有机物与颗粒污泥之间的传质。在相同处理条件下,与普通的UASB相比,IC厌氧反应器的容积负荷能提高4倍,所需容积仅约为四分之一,有利于降低处理成本。
二、IC厌氧反应器处理废水的影响因素
(一)水力停留时间。IC厌氧反应器在废水处理过程中,实际操作数据与理论计算结果有一定的差异,运行时进水量与水力停留时间应成反比,但COD去除率不受水力停留时间的影响;反应器停止时HRT不断下降,但COD去除率值保持不变。这种现象主要是由于IC厌氧反应器中污泥活性的恢复所致,微生物对有机物的绝对摄取量在增加[3]。IC反应器两级三相分离器结构特殊,上下结构重叠,使反应器在高上升流速条件下仍能停留有机物。当水力停留时间较低时,进水上升流速增大,颗粒污泥与废水的接触面增强。因此,尽管水力停留时间较低,但没有影响到COD去除率。
(二)温度变化。当温度较低时,IC厌氧反应器的中温消化,启动过程中有必要采用蒸汽加热装置来提高反应器的温度,并保持在这一温度范围内。然而,目前反应器温度的测量通常是人工控制蒸汽加热管的开启和关闭,不可避免的会有一些误差,导致水温存在波动。就反应器的整体去除效率而言,也会受到温度变化的影响。在中温或高温条件下,反应器温度波动应控制在1.5°C至2°C之间,如果温度高于波动范围,但低于3°C,甲烷菌的产生速率就会受到抑制;如果温度波动达到5°C,会导致反应器停止产气。可以看出,温度变化对IC厌氧反应器的影响是非常明显,使反应器的运行状态和污泥活性出现变化。
三、IC厌氧反应器在不同种类废水处理中的具体应用
(一)酒精废水。酒精广泛应用于食品、化工、医疗等领域,在石油、煤炭等自然资源逐渐减少的背景下,可替代能源收到各界的广泛关注。酒精作为可再生的清洁能源成为最佳替代品之一,其产量不断增加,相应的废水处理量也大幅度增长。传统的厌氧过程对高浓度酒精废水处理效果并不理想,而采用IC厌氧反应器每日可以处理3000m3废水,COD去除率达到90%左右,具有显著的技术应用优势。
(二)制药废水。制药生产过程会产生大量废水,并且污染物具有种类复杂、浓度高等特点,增加了废水处理难度。特别是某些制药废水中含有毒性物质,如果处理不达标会严重影响生态环境。而采用IC厌氧反应器取得了良好的效果,废水经处理后COD去除率可达78%左右,保证气浮处理和好氧处理要求,从而达到排放标准。
(三)造纸废水。在造纸过程中,不同原料或工艺生产的纸浆污染物含量有很大差异,各种造纸废水中含有多种对生物有害的物质。在全球环境中,控制造纸工业水污染已成为焦点,也是环境治理的关键。通过数据分析,采用改进的IC厌氧反应器对造纸废水进行常温处理,反应器负荷可以达到COD12kg/m3·d。在进水阶段,COD可达约为10000mg/L,经过循环处理后,出水COD达到约为1400mg/L[4]。
四、结束语
综上所述,IC厌氧反应器具有处理效率高、占地面积小、容积负荷率高等优点,在各类废水处理中发挥了重要作用。但在实际应用过程中仍存在一些影响因素,影响了处理效果,需要不断进行改进。目前,IC厌氧反应器具有广阔的应用前景,应做好实践经验积累和技术吸收工作,以促进我国废水处理领域的进一步发展。
参考文献:
[1]钟京岗,徐志国.内循环厌氧反应器处理制浆造纸废水的效能及影响因素[J].商品与质量,2020(28):67.
[2]吴秉奇,段美娟,周振,等.多段内循环厌氧反应器的气液流场及处理低浓度屠宰废水的研究[J].工业用水与废水,2019,50(1):19-24.
[3]段美娟,陈福明,刘淑杰,等.多段内循环厌氧反应器处理屠宰废水的中试[J].广东化工,2018,45(21):33-35.
[4]胡超,邵希豪,晏波,等.内循环厌氧反应器设计问题的探讨[J].工业水处理,2017,37(9):5-9.
(作者单位:维尔利环保科技集团股份有限公司)
猜你喜欢废水处理燃煤电厂废水处理系统改造的探讨电子乐园·中旬刊(2021年7期)2021-07-13纳滤膜在盐化工废水处理中的应用思路浅述科学家(2021年24期)2021-04-25焦化废水处理技术的应用与研究进展商情(2016年51期)2017-03-05火力发电厂烟气脱硫废水处理探析山东工业技术(2016年24期)2017-01-12废水中Cd(II)离子含量的监测方法探测山东工业技术(2016年23期)2016-12-23电催化氧化法处理含氨氮废水及工艺设计方案科技创新与应用(2016年34期)2016-12-23济宁地区煤化工企业废水处理存在问题及对策科学与财富(2016年28期)2016-10-14溶剂脱酚装置处理焦化废水的应用能源研究与信息(2015年1期)2015-05-19




